
ccc认证玩具CE认证
1.CCC认证3C认证塑胶机器人玩具认证费用
依据发改委的规定:
|
1.认证费用:1300 |
|
2.注册费用:800 |
|
3.翻译费:1000 |
|
4.管理费:500 |
|
5.申请费:500
|
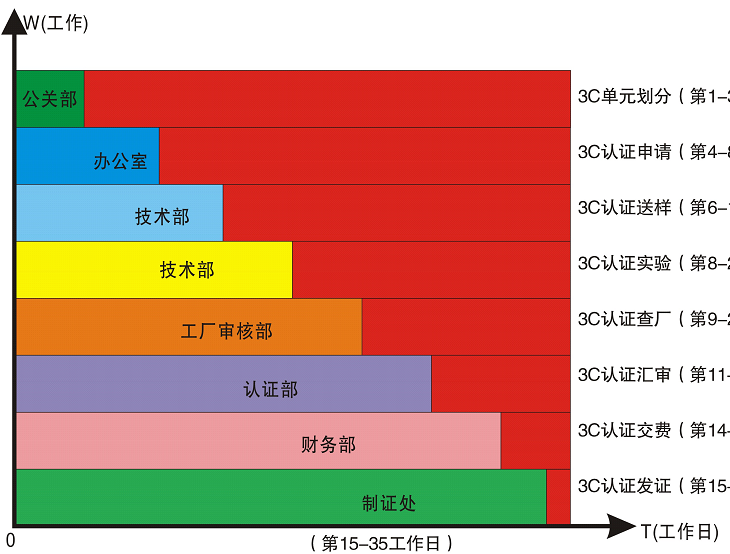
2.CCC认证3C认证塑胶机器人玩具认证周期
红阳光认证15~25工作日,市场管理局规定不得超过90工作日,实验报告有效期1年之内必须审厂,不同产品稍有差异。
3.CCC认证3C认证塑胶机器人玩具实验要求
| 1 材料质量 目视材料是否清洁无污染 | |
|
2 小零件 小零件部件是否安装牢固 4 小球 5 学前玩偶 6 玩具奶嘴 7 气球 8 弹珠 9 功能性锐利边缘 10 模塑玩具边缘 是否存在危险锐利边缘 11 可触及锐利尖端 是否存在危险锐利尖端 12 功能性锐利尖端 13 突出物 突出物是否有效保护 14 金属丝和杆件 15用于包装或玩具中的塑料袋和塑料薄膜 16 18 个月及以下儿童使用的玩具上的绳索或弹性绳 17 自回缩绳 18 拖拉玩具上的绳索或弹性绳 19玩具袋上的绳索
20童床和围栏玩具 21健身玩具 22有手柄和折叠部件的玩具推车、婴儿车、玩具摇篮车锁定装置是否有效; 竖起时至少有一个锁定机构能自动锁定
23不含手柄或折叠机构推车和摇篮车 锁定装置是否有效 24带有折叠机构的其它玩具 锁定装置是否有效; 有无5mm~12mm运动部件间的间隙
|
25铰链间隙 26 刚性材料上的圆孔 27 活动部件间的间隙 有无 5mm~12mm 活动部件间的间隙 28其他驱动机构 29 发条钥匙 是否符合标准要求 30 弹簧 是否符合标准要求 31静止在地面上玩具的稳定性 32(封闭式玩具)通风装置 通风开口完全畅通 33(封闭式玩具)关闭件 打开关闭件的力 34封闭头部的玩具 通风开口完全畅通 35仿制防护玩具 通风开口完全畅通 36 液体填充玩具 37 标识和使用说明 是否有符合标准规定的标识和使用说明 38 燃烧性能 一般要求 39 特定元素的迁移(除造型粘土和指画颜料)40外观:无漏色、重影;配色:正常拉力:N,10s,不断裂或产生危机标准要求的不良);扭力:0.45Nm±0.02Nm转过180;或保持10s,不产生危及标准要求的不良;分拣:数量8只/色;颜色:红兰黄绿装箱:颜色、字迹清楚。文字正确,包装不得有损坏
|
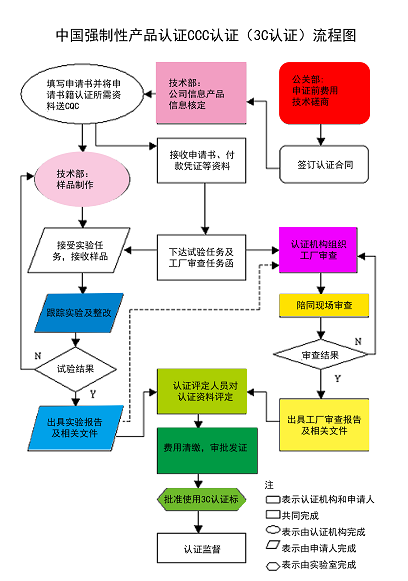
4.CCC认证3C认证塑胶机器人玩具认证流程
1---申请,2---实验,3---审查,4---评定,5---发证,6---印标,7---年审
5.CCC认证3C认证塑胶机器人玩具认证申请
1---注册,2---填写资料,3---整改修改,4---送样,5---工厂审查准备
6.CCC认证3C认证塑胶机器人玩具认证审查生产工艺要求
1. 准备:在模具装上注塑机以前,应进行检验,以便及时发现质量问题,进行修模避免装上机后又拆下来,
当模具固定模板和移动模板分开检查时,要注意方向记号,以免合模时搞错。
a. 查看模具的现状:模具代号、模具是否保养良好、是否属于可以上机生产的模具,水咀等配件是否齐全
等;检查模具可否安放在注塑机内调校;
b. 准备上模配套工具,如内六角扳手,吊环以及配套夹模垫铁、压板、螺钉等;
c. 准备配套冷却系统,如模温机、水管等;
d. 将所需模具及配套件运送到机台附近,准备停机上模。
2. 下模作业:
a. 在下模时,须将高压锁模取消;关闭模具,卸下冷却水管;
b. 打开模具,检查模具内是否有水份,清洁后,喷好防锈油,关闭模具,停马达;
c. 吊环锁紧并用吊机勾住;松开动模板固定螺丝,然后再松开定模板固定螺丝;
d. 开动马达,设定慢速,小心使活动锁模板后退;
e. 小心用吊机吊走模具,放在指定地点并作好防尘措施,贴上标识,标识模具状态和防锈措施、日期。
f. 关闭马达、总电源;运水阀,清洁机台。
3. 上模作业:
a. 检查电源;冷却水;料筒温度是否正常;核对模具可否安放在注塑机内;
b. 检查顶针位与注塑机顶针位置是否统一;
c. 根据生产资料设定工艺参数;启动马达,设定慢速及调低锁模压力;
d. 根据模具厚度,调整活动锁模板位置,使模具放入两板之间;若有侧向分型机构的模具,滑块宜安装在水平位置,即活动块是左右移动。
e. 吊起模具约1-1.5米,清洁好模具四周及注塑机内锁模板平面;
f. 将模具放在两板之间,在开始锁模时取消高压锁模;
g. 调整模具使料嘴与射嘴对中;当模具定位圈装入注塑机上定模板的定位圈座后,用极慢的速度闭模,使动模板将模具轻轻压紧,然后上压板,压板上一定要装上垫片,模脚每侧必须至少各装压板2块,上压板时,必须注意将调节螺钉的高度调至与模脚同高,即压板要平。如果压板是斜的,就不能将模具的模脚压得很紧。压板侧面不可接触模具,以免摩擦损坏模具。 螺丝应靠近模脚侧,否则就不能将模具的模脚压得
很紧。螺丝拧入注塑机模板的深度应大于螺丝的直径,最好1.2至1.5倍直径。
h. 模具紧固后,使慢慢启模,直到动模板停止后退,调校模具开模行程(行程能使塑件及料道取下); i. 较正顶杆顶出距,顶杆的位置应调节至模具上的顶出板和动模底板之间尚留有不小于5毫米的间隙,以防止损坏模具,而又能顶出制件。
j. 闭模松紧度的调节,松紧度适中,既防止溢边,又保证腔适当排气;对于要求模温的模具,应在模具提升模温后,再校闭模松紧度。注意:高压锁模速度不宜过快,不要超过20%,锁模高压在保证不溢边的同
时尽量低,以保护模具。
k. 接通模具冷却水,接通冷却水后,应检查其是否畅通、漏水;清洁模具油渍、水渍;待料筒温度达至成型后,按《注塑机操作规程》作业。7.CCC认证3C认证塑胶机器人玩具年审原料要求
1.1 原材料、元器件进货须质量检查部门进行质量检查,不合格不准入库。
1.2 原材料、元器件的质量必须符合其相应的国家标准、企业标准或生产厂的技术条件的规定。
1.3 进货检验一般只作常规检查,必要时可对其他项目进行部分或全部检查。
1.4 每批原材料、元器件的抽检数按“GB2828-2012”标准规定的“一次抽样方案”抽样标准及放行准则见附件1。如不合格数在允许范围中,则判定该批为合格,并把不合格件剔除。不合格件由进货部门进行调换或退货处理。
1.5 每批原材料、元器件经检验后,必须由检验人员填写元器件、材料进货检验记录表并存入档案;元器件在做进货检验同时要对元器件的确认检验报告或证书的有效性进行确认,若证书无效,原则上予以退货;如有必要,需经质量负责人批准、视证书失效的原因决定是否予以放行。以保证其符合认证要求
1.6 原材料、元器件必须在规定期限内检验完毕,质量不合格或有其他质量问题时,应及时反馈有关部门。
1.7关键元件的型号规格、技术参数、由供应商集中采购并对其一致性进行控制。
8.CCC认证3C认证塑胶机器人玩具CE认证标志辅助要求
4.1.1 使用CCC标志的产品必须是经认证合格的产品。
4.1.2 标志的图形应符合国家有关标准的要求。
4.1.3 服从国家认证认可监督管理委员会的统一监督和管理。
4.1.4 统一印制的标准规格认证标志的制作由CCC指定的印刷机构承担。
4.2 标志的管理
4.2.1 标志由质量部统一负责管理,由采购部负责购买。并填写标志购买登记表
4.2.2 生产部负责将标志按指定位置张贴,并保持清洁、清晰、完整。
4.2.3 质量负责人负责对标志的使用情况进行监督、检查。
4.2.4 对不合格品、不在认证范围的产品和变更未得到认证机构批准的产品等不得粘贴CCC标志。
4.3 标志使用的追溯
4.3.1 质量部负责标志的发放,并做好发放记录,填写《CCC标志发放表》。
4.3.2 生产部在使用标志过程中,要按要求使用。同时做好记录。
在规定有可追溯性要求的情况下,由质量部根据有关记录进行追溯。具体途径:
客观提供的有关资料(外包装、标志样品等)――标志领用登记表――标志使用登记表――使用人――使用物品――反馈给有关部门。我处同时承办委托 ISO9001认证,ISO9001认证申请,工厂审核,及后期服务。
实验要求产品的测试状态设置、测试说明等:对送样样品进行全项试验。
相关文章:
GB4943.1-2011《信息技术设备安全 第1部分:通用要求》
CCC认证(3C认证)
CCC认证3C认证怎样做?
CCC认证3C认证低压成套配电箱
